
-
Выделить
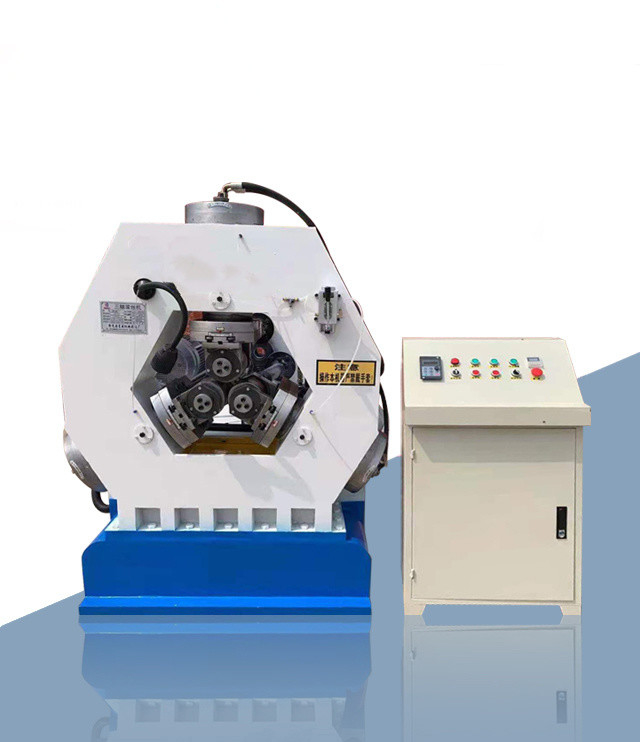
Гидравлическая машина завальцовки потока
,Трехосная машина завальцовки потока
,Машина обработки арматуры завальцовки потока
-
Гарантия12 месяца
-
ПодгонянныйПодгонянный
-
Преимуществолегкий к обслуживанию
-
Условиеновый
-
Пакет переходаДеревянный случай
-
НачалоКитай
-
Код HS8463200000
-
Размер пакета в продукт блока1950.00cm * 1050.00cm * 1070.00cm
-
Вес брутто в продукт блока50.000kg
-
Стоимость доставкибыть обсуженным
-
Послепродажное обслуживаниеКонтакт с электронной почтой, видео, What′ ПРИЛОЖЕНИЕ s
-
ТипМашина завальцовки
-
СертификацияISO9001, CE
Гидравлическая трехосная машина завальцовки потока


Характер продукции
Информация о компании.
Элементарные сведения.
Упаковка & доставка
Характер продукции
Описание:
Машина завальцовки потока многофункциональный холодный штранг-прессовани-формируя механический инструмент. Машина завальцовки потока может обрабатывать поток, прямое зерно, и косую завальцовку зерна workpiece в холодном государстве внутри свой свертывая ряд давления; прямые зубы, спиральные зубы, и завальцовка шестерней спирального шлиц; выправлять, уменьшение, завальцовка и различная формируя завальцовка. Машина имеет безопасные и надежные электрическ-гидравлические исполнение и систему управления, которая позволяет каждому циклу работы быть выбранным от 3 режимов: ручной, полуавтоматный и автоматический.
|
Деталь |
Параметр |
||
|
Модель |
ZP28-125 |
Обработка диаметра
|
Ø25-120mm |
|
Мотор главного привода |
15kw |
Свертывая тангаж |
1-16mm |
|
Гидравлическая станция мотора |
5.5kw-4 |
Скорость |
0-50r/min |
|
Диаметр ролика |
Ø125-Ø180mm |
Качество блока |
3500kg |
|
Размеры |
2000×1500×1700mm |
||
Особенности:
Структура отливки машины завальцовки потока, 3 гидравлических цилиндра конструирована внутри фюзеляжа, разумный и сильный, с большой силой, поток обрабатывая, удобная регулировка высокой точности, регулировка скорости преобразования частоты, широкий ряд применения, может свернуть различные потоки, обычные потоки, Т-образный поток, чистую картину, прямую картину, в форме особенн поток, неубедительную штангу анкера, неубедительный поднимать домкратом, может также выполнить гидравлическую обработку как формировать и каландрировать на workpiece.

Решение к проблеме никакого потока или грязного потока
Направление вращения свертывая головы неправильно; спецификация свертывая головы сбивчива со стальным прутом;
Заказ располагая рукава неправилен; установлен ли заказ свертывая голов правильно;
Ролик и располагая рукав повреждены;
Носка & реконструкция
Свертывая колеса необходимо отрегулировать одновременно, т.е., для того чтобы отрегулировать совпадение вмятий колес l и r на поверхности workpiece. Если одновременная регулировка неточна, то workpiece будет иметь хаотические зубы, обломоки, и условия вне--допуска. Разбивочная высота workpiece последовательна с разбивочной высотой свертывая колеса (позволяя более низкие 0.01-0.08mm). Обыкновенно используемые методы регулировки являются следующими:
После свертывая колеса носит вне, зубы могут быть земны уменьшить число зубов, и параметры можно высчитывать снова согласно вышеуказанному процессу, и зубы могут быть re-отрезком для произведения приведенного свертывая колеса, которое можно привести множественные времена внутри позволяемый ряд разбивочного расстояния механического инструмента.

Направление компании
Шэньси Zhongtuo Горное оборудование Компания был основан в 2005 в Сиань, провинции Шэньси, ем компания внешней торговли специализируя в исследовании, развитии, и продажах машин и оборудование в полях минирования, мостов, мостовых, и тоннелей.
В настоящее время, наши клиенты на всем Россия, Таиланд, Румыния, Болгария, Албания, Колумбия, Бразилия, Перу, Уругвай, Саудовская Аравия, Кувейт, Объениненные Арабские Эмираты, Оман, Турция, Израиль, Казахстан, Индия, и много других стран.

Около аттестации:

Деревянные пакуя преимущества
Древесина имеет хорошее снабжающ свойства, коррозионную устойчивость, высокопрочные подкладкой, и хорошие свойства абсорбции влаги, и деревянная коробка соответствующая для деталей различных размеров, которая удобна для хранения и транспорта.
Наши продукты продаются по всему миру, поэтому вы можете быть уверены в том, что производятся наши продукты в целом.